Industries that rely on catalyst support systems require materials with exceptional durability, chemical resistance, and thermal stability. High alumina ceramic balls have emerged as a top choice for catalyst support due to their superior mechanical strength, resistance to corrosion, and ability to withstand extreme temperatures. These properties make them indispensable in petrochemical, chemical, and refining industries.
In this article, we will explore the key benefits and industrial applications of high alumina ceramic balls, why they are a preferred choice, and how SKJ Overseas is a trusted supplier of these essential components.
What Are High Alumina Ceramic Balls?
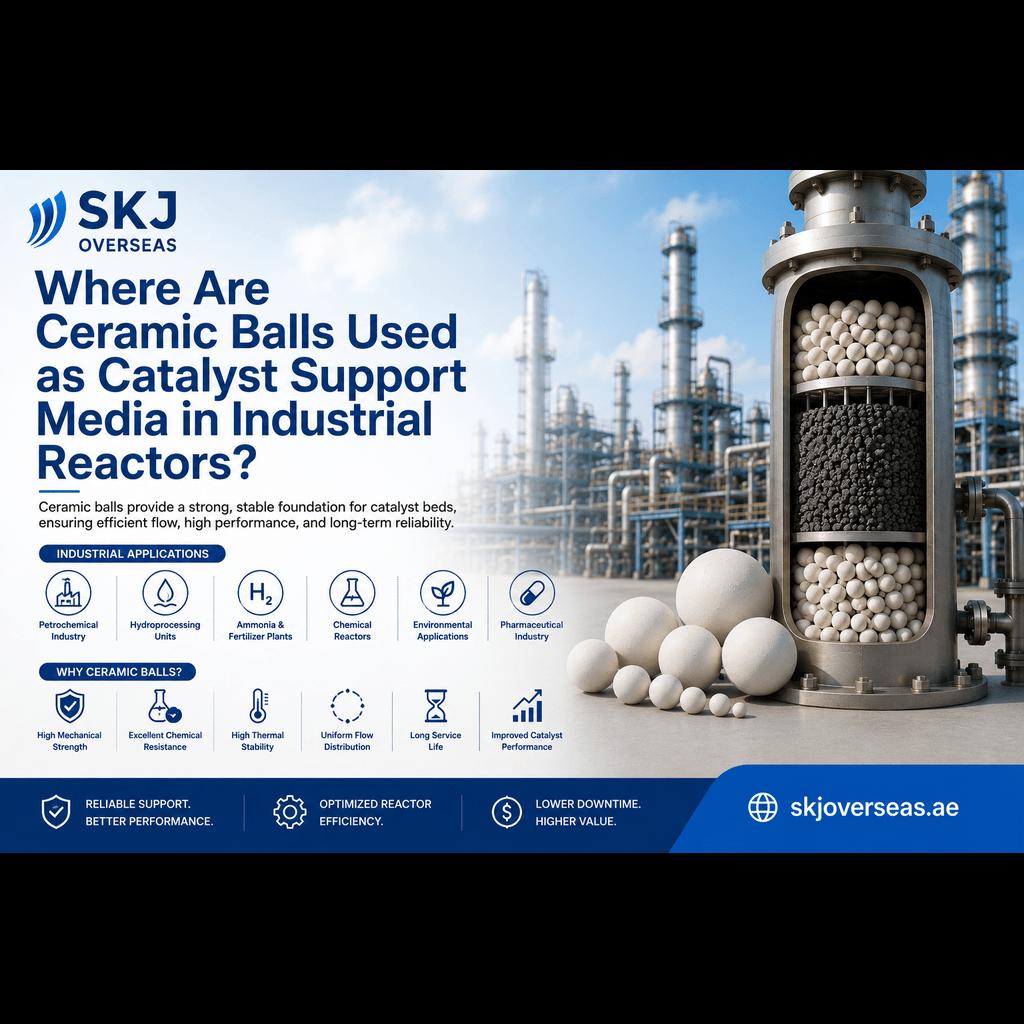
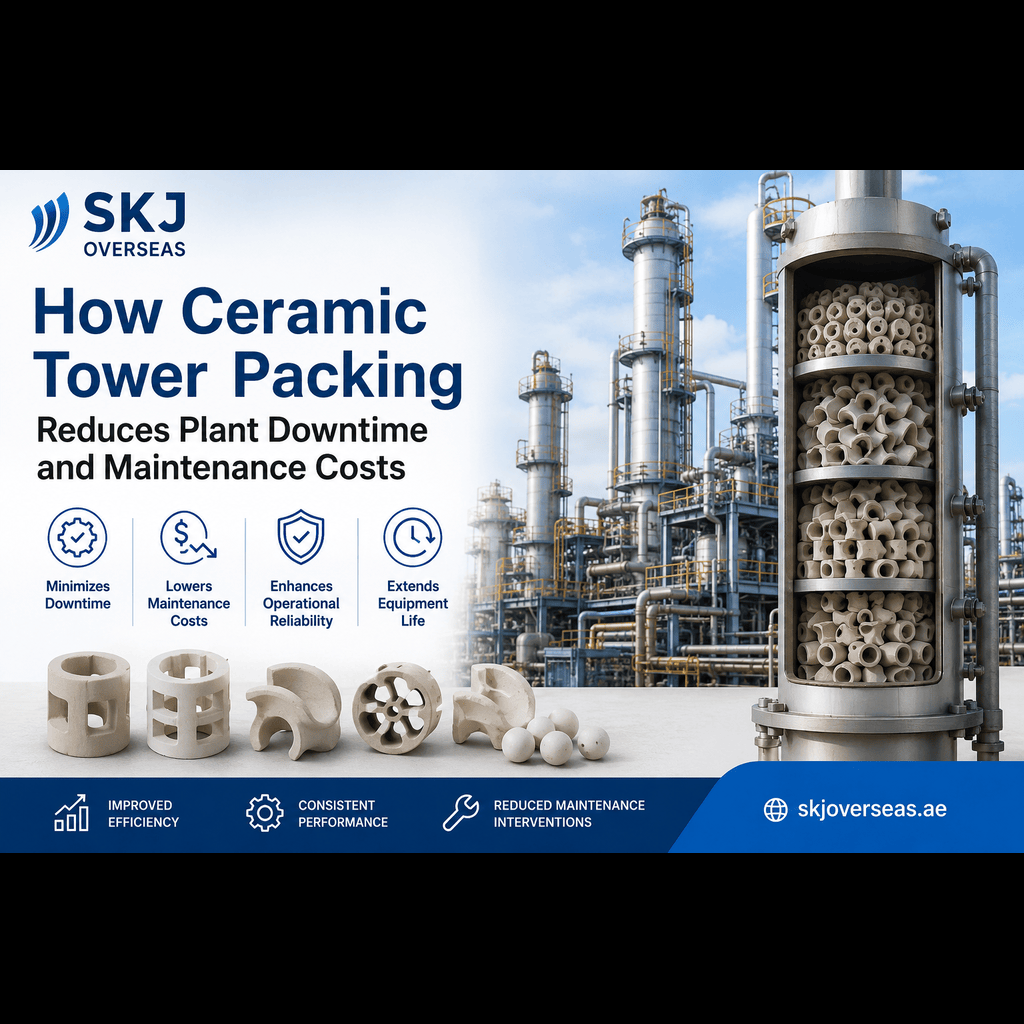
High alumina ceramic balls are spherical components made from alumina (Al₂O₃), a material known for its high thermal resistance and mechanical strength. These balls are used as catalyst bed supports, ensuring even distribution of gases and liquids in reactors while protecting the catalyst from mechanical damage.
Key Properties of High Alumina Ceramic Balls:
- High Thermal Stability – Withstand extreme temperatures up to 1800°C.
- Corrosion Resistance – Unaffected by acids, alkalis, and most chemical environments.
- High Mechanical Strength – Resistant to crushing and wear.
- Low Water Absorption – Prevents contamination and degradation.
Industrial Applications of High Alumina Ceramic Balls
1. Petrochemical Industry
Petrochemical plants rely on catalyst support systems for efficient refining and production. High alumina ceramic balls play a vital role in:
- Catalyst Bed Support – Enhancing mass transfer and protecting expensive catalysts.
- Hydrotreating and Hydrocracking Units – Supporting catalysts in sulfur removal and refining processes.
- Reforming Units – Ensuring uniform gas distribution for optimal performance.
2. Chemical Processing
Chemical industries require materials that can endure aggressive reactions and high pressures. High alumina ceramic balls are used in:
- Reaction Vessels – Providing stable support for catalysts in high-temperature reactions.
- Filtration Systems – Preventing clogging and ensuring smooth flow in processing units.
- Absorption Towers – Enhancing mass transfer efficiency in gas purification systems.
3. Oil Refining Operations
Refineries demand robust materials to handle temperature fluctuations and chemical exposure. These ceramic balls contribute to:
- Catalytic Cracking Units – Improving reaction efficiency and extending catalyst life.
- Pipe and Valve Linings – Protecting against corrosion and wear.
- Separation Towers – Enhancing purification and fractionation processes.
4. Environmental Applications
Industries involved in air and water purification benefit from high alumina ceramic balls as they support catalyst activity in:
- Waste Gas Treatment Systems – Reducing emissions and pollutants.
- Water Treatment Plants – Improving filtration and adsorption efficiency.
- SCR (Selective Catalytic Reduction) Systems – Controlling nitrogen oxide emissions in power plants.
Why Choose SKJ Overseas for High Alumina Ceramic Balls?
SKJ Overseas is a trusted manufacturer, supplier, and exporter of high-quality alumina ceramic balls, providing customized solutions for various industries. Here’s why clients choose us:
- Premium Quality Products – Manufactured using advanced techniques for optimal durability.
- Global Supply Chain – Ensuring timely delivery to industries worldwide.
- Custom Solutions – Tailored products to meet specific industrial needs.
- Competitive Pricing – Offering cost-effective solutions without compromising quality.
Frequently Asked Questions (FAQ)
1. What is the main advantage of using high alumina ceramic balls in catalyst support?
High alumina ceramic balls provide excellent mechanical strength, thermal stability, and resistance to chemical corrosion, ensuring long-lasting performance in industrial reactors.
2. How do high alumina ceramic balls improve efficiency in petrochemical plants?
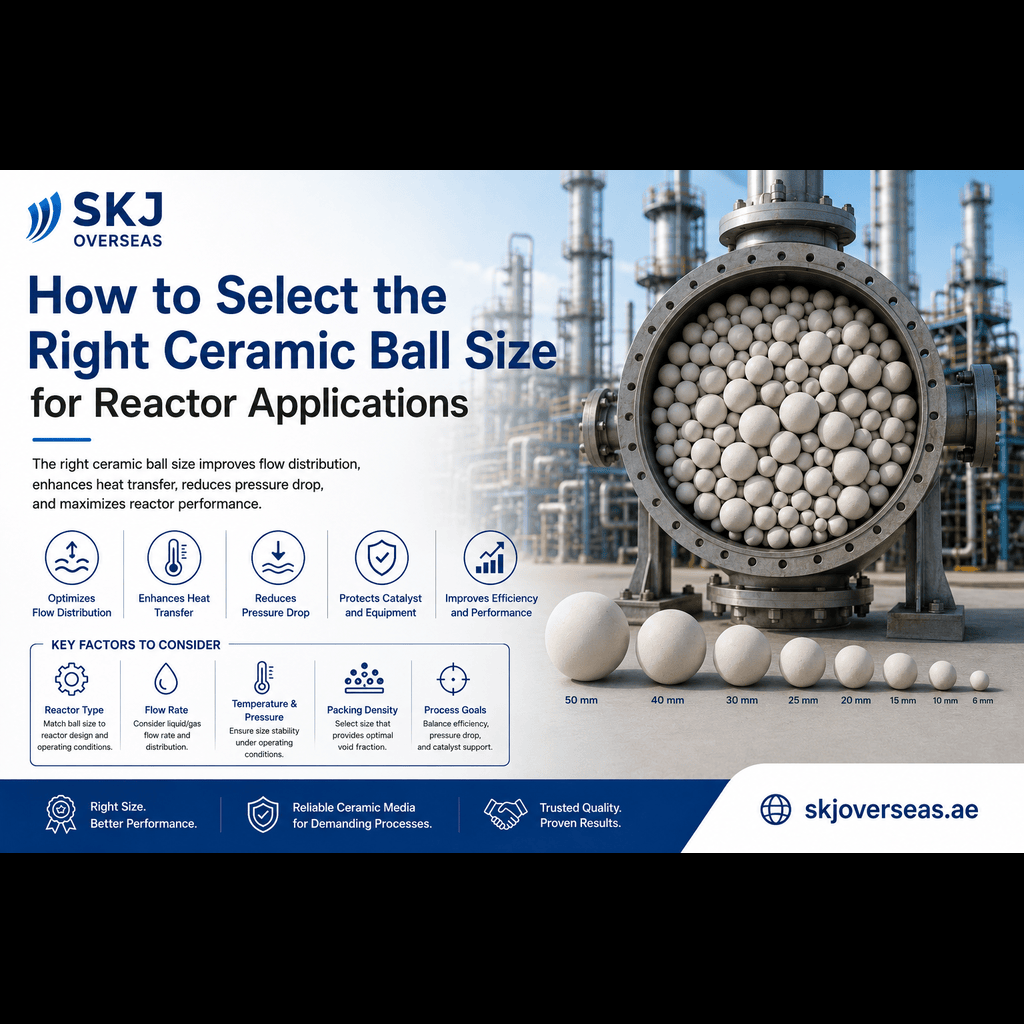
They enhance catalyst bed performance by evenly distributing gases and liquids, reducing pressure drop, and protecting catalysts from mechanical damage.
3. Can high alumina ceramic balls withstand extreme temperatures?
Yes, they are designed to handle temperatures up to 1800°C, making them ideal for high-temperature industrial applications.
4. Where can I find a reliable supplier of high alumina ceramic balls?
SKJ Overseas is a trusted supplier offering high-quality ceramic balls for various industrial applications, ensuring top performance and reliability.
Conclusion
High alumina ceramic balls are a game-changer in catalyst support applications, providing unmatched durability, chemical resistance, and thermal stability. Whether used in petrochemical plants, chemical processing, or refinery operations, these ceramic balls enhance efficiency and longevity.
If you’re looking for premium-quality high alumina ceramic balls, SKJ Overseas is your go-to manufacturer and supplier. Contact us today to learn more about how our products can benefit your industry!